

������Q��ɽ�|̩���ع��Cе����˾
(li��n)ϵ�ˣ��N�۲���������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺1469280666@qq.com
(li��n)ϵ��ַ����̩���������I(y��)�@·�|
�]����271200
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
ɽ�|܉���X�Ẹ����˾
�㽭P43KG܉���X�Ẹ���o�p���ۺ�܉�����^
һ��������
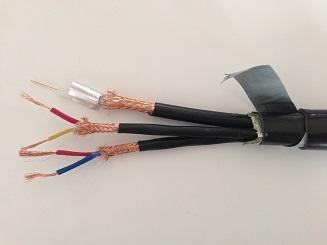
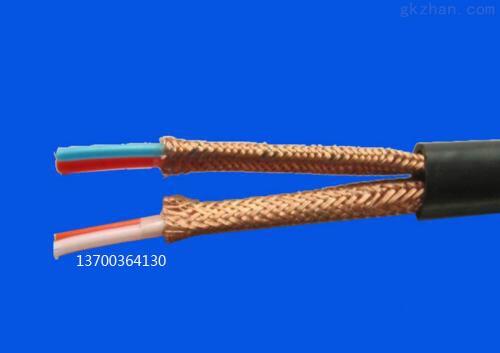
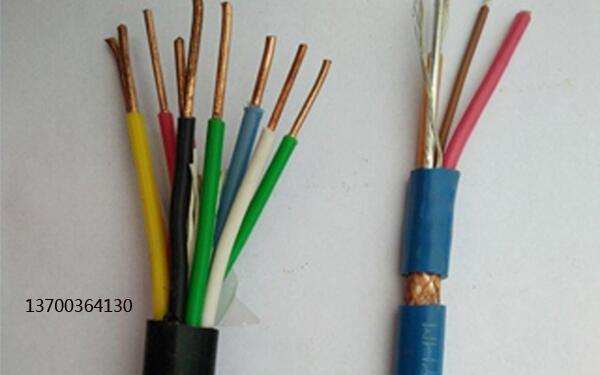
�X�Ẹ�Dz��ö̕r�g�A(y��)�ᡢ������һ�N���ӷ�����Ŀǰ����(n��i)�����_ʼ�M���ƏV�ã����e�m���F·�\ݔ����܇�����d�O(sh��)����\ݔ܉�����ӣ���˾��ЏV韵��Ј�ǰ����Ŀǰ܉���X�Ẹ������^��(j��ng)�����A(y��)���ͺ��ӷ�����ԓ�������T�Ͷ����(c��)�ʽ��עϵ�y(t��ng)���A(y��)�����ö��r�A(y��)�Ṥˇ��
����Ӱ푺����|(zh��)������Ҫ���أ�
1��܉���M�����ȵ�Ӱ푣�
܉�����^�M��Ҫ��(y��n)���ՈD��Ҫ����g϶�cƽֱ�Ⱥͽ��^�ߵͲ��M�нM�������^�g϶�^С��ʹ��܉�����^�ںϟ��������^���ʹ����������Ч���܉�p��һ�㌦��QU100��܉�����p���Ȟ�26��2mm�������^��ֱ�ȺߵͲ��(bi��o)Ҳ�K��Ӱ푵�܉�����^�ĉ�����
���ں����ꮅ���γɵă�(n��i)��(y��ng)��ጷż����p�տs������ѽM�Ì���܉�����^�g϶�a(ch��n)��ƫ���(y��ng)�ں���ǰ�M�нM���g϶��(f��)�y���_�����^�����|(zh��)����






















 ��վ֩���ģ�壺
������|
������|
�˴���|
�Ž���|
������|
������|
��ˮ|
������|
ǭ����|
�˶���|
ƽ����|
��̨��|
����|
��Դ��|
������|
Ԫ����|
����ʡ|
������|
������|
������|
������|
������|
������|
������|
��������|
�±���|
�彧��|
ͨμ��|
������|
ͨ����|
��ͬ��|
̨��ʡ|
������|
��Ͷ��|
�Ѿ���|
�ֽ���|
��־��|
�����|
ʲ����|
����|
ǭ����|
��վ֩���ģ�壺
������|
������|
�˴���|
�Ž���|
������|
������|
��ˮ|
������|
ǭ����|
�˶���|
ƽ����|
��̨��|
����|
��Դ��|
������|
Ԫ����|
����ʡ|
������|
������|
������|
������|
������|
������|
������|
��������|
�±���|
�彧��|
ͨμ��|
������|
ͨ����|
��ͬ��|
̨��ʡ|
������|
��Ͷ��|
�Ѿ���|
�ֽ���|
��־��|
�����|
ʲ����|
����|
ǭ����|
