

������Q��ɽ�|̩���ع��Cе����˾
ϵ�ˣ��N�۲���������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1469280666@qq.com
ϵ��ַ����̩���������I�@·�|
�]����271200
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
һ��������
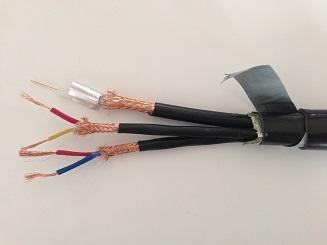
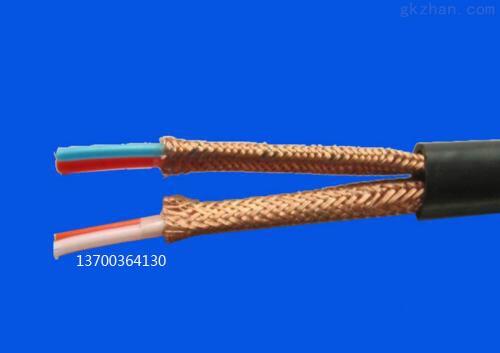
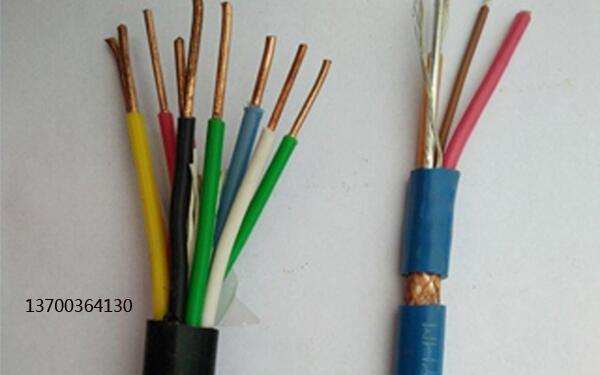
�X�Ẹ�Dz��ö̕r�g�A�ᡢ������һ�N���ӷ�����Ŀǰ���������_ʼ�M���ƏV�ã����e�m���F·�\ݔ����܇�����d�O����\ݔ܉�����ӣ���˾��ЏV韵��Ј�ǰ����Ŀǰ܉���X�Ẹ������^�������A���ͺ��ӷ�����ԓ�������T�Ͷ�����ʽ��עϵ�y���A�����ö��r�A�Ṥˇ��
����Ӱ푺����|������Ҫ���أ�
1��܉���M�����ȵ�Ӱ푣�
܉�����^�M��Ҫ�����ՈD��Ҫ����g϶�cƽֱ�Ⱥͽ��^�ߵͲ��M�нM�������^�g϶�^С��ʹ��܉�����^�ںϟ��������^���ʹ����������Ч���܉�p��һ�㌦��QU100��܉�����p���Ȟ�26��2mm�������^��ֱ�ȺߵͲ��Ҳ��Ӱ푵�܉�����^�ĉ�����
���ں����ꮅ���γɵăȑ���ጷż����p�տs������ѽM�Ì���܉�����^�g϶�a��ƫ����ں���ǰ�M�нM���g϶�͜y���_�����^�����|����






















 ��վ֩���ģ�壺
�ʳ�|
������|
������|
�ӱ�ʡ|
�ʻ���|
�·���|
������|
������|
������|
������|
ͼ����|
������|
ɽ����|
ͬ����|
������|
��ԭ��|
������|
��ɽ��|
��Ȩ��|
��ɳ��|
ʯ��ɽ��|
������|
����|
������|
Ӫ����|
˫Ѽɽ��|
������|
�˺���|
��ɽ��|
�ٺ���|
������|
������|
������|
������|
����|
������|
������|
̨����|
��������|
ʯ����|
������|
��վ֩���ģ�壺
�ʳ�|
������|
������|
�ӱ�ʡ|
�ʻ���|
�·���|
������|
������|
������|
������|
ͼ����|
������|
ɽ����|
ͬ����|
������|
��ԭ��|
������|
��ɽ��|
��Ȩ��|
��ɳ��|
ʯ��ɽ��|
������|
����|
������|
Ӫ����|
˫Ѽɽ��|
������|
�˺���|
��ɽ��|
�ٺ���|
������|
������|
������|
������|
����|
������|
������|
̨����|
��������|
ʯ����|
������|
