������Q��ɽ�|̩���ع��Cе����˾
ϵ�ˣ��N�۲���������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1469280666@qq.com
ϵ��ַ����̩���������I�@·�|
�]����271200
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
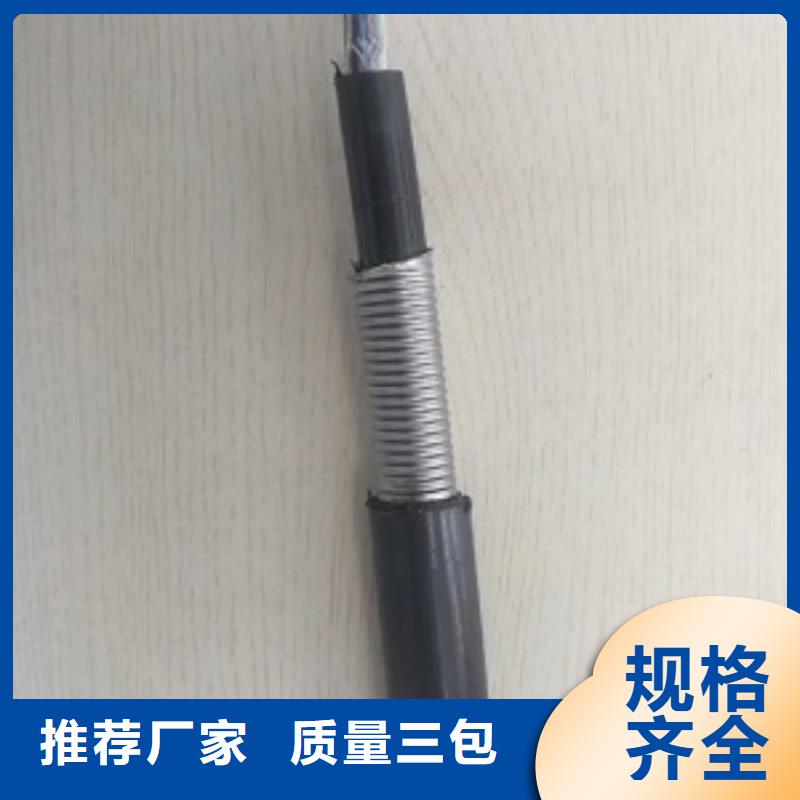
���N܉�����ӣ��o�p܉���X�Ẹ�ӿڣ�܉�����^�X�Ẹһ��������
�X�Ẹ�Dz��ö̕r�g�A�ᡢ������һ�N���ӷ�����Ŀǰ���������_ʼ�M���ƏV�ã����e�m���F·�\ݔ����܇�����d�O����\ݔ܉�����ӣ���˾��ЏV韵��Ј�ǰ����Ŀǰ܉���X�Ẹ������^�������A���ͺ��ӷ�����ԓ�������T�Ͷ�����ʽ��עϵ�y���A�����ö��r�A�Ṥˇ��
����Ӱ푺����|������Ҫ���أ�
1��܉���M�����ȵ�Ӱ푣�
܉�����^�M��Ҫ�����ՈD��Ҫ����g϶�cƽֱ�Ⱥͽ��^�ߵͲ��M�нM�������^�g϶�^С��ʹ��܉�����^�ںϟ��������^���ʹ����������Ч���܉�p��һ�㌦��QU100��܉�����p���Ȟ�26��2mm�������^��ֱ�ȺߵͲ��Ҳ��K��Ӱ푵�܉�����^�ĉ�����
���ں����ꮅ���γɵăȑ���ጷż����p�տs������ѽM�Ì���܉�����^�g϶�a��ƫ����ں���ǰ�M�нM���g϶�͜y���_�����^�����|����
2���M���c���ӕr�g��Ӱ푣�
����܉���ĽM������܉�����ӳ��κ���|��Ӱ��^�� һ��܉�����ՈD��Ҫ��M�������g϶�S���h���ضȵ�׃����׃�����M�����܉��Ҫ�M�찴����ӣ�����M���r�ĜضȺ��_ʼ���ӕr�ĭh���ض�׃���^�����ڰ���ض��^�ߕr�M��������ҹ�g���ڭh���ضȴ�����ͣ��п���ʹ܉���ĽM������˕r���ӱ�������{���M���g϶����p���{�����������ڽM����ɺM����ɺ��ӹ���
3���A��ضȣ��r�g��������Ӱ푣�
�A����Ʒ�������ˇ�Ќ�܉�����^Ӱ��������A��ضȡ��r�g����������O���Ӱ������p���ٵĽM�������ܣ��ںܴ�̶��ϛQ���˺��ӵijɔ����A����Ʒ�����Ӱ������Эh���ضȡ�ȼ����Ⱥ�����������L�ȣ�����λ�õȣ���Ҫ���ஔ���Ͳ������ܷ����_��Ҫ��
���r�����A�Ṥˇ���Ŀ����P�I����������������c��ȼ�Ԛ��w�g����ȡ�ֻ�б��C�������l����������Ҏ���ĕr�g�ȫ@��������A��ضȡ����N܉�����ӣ��o�p܉���X�Ẹ�ӿڣ�܉�����^�X�Ẹ
���鶨�r�����A�Ṥˇ���ӟ�ԭ����
��ȼ���w���飨C3H8���c���⣨O2����һ����Ⱥ�ȼ�����@�ß��ܣ��䷴������ʽ�飺
![]()
����ʽ�ɿ�������ȼ���w�������ڲ�ͬ�����ȼ���r�@�õğ���Ҳ��ͬ���������Ҳ�������ơ�
�X�Ẹ�|�����C�P�I���ڽ��^�A��ضȵĿ��ƣ��A��ضȱ��Ҫ������590��9800C����t�O�׳��F����ȱ�ݡ����ں����܉���ضȿ�����Ҫ�ɼӟ�r�g�ͻ��揊�ҳ̶ȃɷ���Q�����ӟ�r�g��������ԇ�_����7��9min�����揊�ҳ̶Ȍ���OU100܉���������{������������ډ����{����0.06MPa��������ډ����A�Þ�0.35MPa�������cȼ���������y�Tȫ�_���^���������������{��������ډ��������C����������3500L/h���{������������ʹ����о�L����15mm��
��Ҫע�������������Ӌ�x����횜ʴ_�ɿ�����ʹ�õ�Ƥ�ܺͼӟ����oй©�Ͷ������h���ضȵ�Ӱ푣��h���ضȵ���15��r���茦�ຸ�p1m�����ȵ��܉�ӟ���15�棬���Ϻ��ٌ����p̎�M�мӟᡣ���N܉�����ӣ��o�p܉���X�Ẹ�ӿڣ�܉�����^�X�Ẹ










 ��վ֩���ģ�壺
������|
ɣ����|
�ʻ���|
������|
������|
������|
������|
������|
������|
������|
������|
������|
������|
�ں���|
�ŷ���|
������|
������|
������|
������|
���|
������|
��ͷ��|
������|
������|
������|
�����|
�����|
����������|
��ˮ��|
��ɽ��|
����|
������|
����|
��Ȫ��|
�����|
ʯ����|
������|
ƽң��|
��Ȫ��|
��ɽ��|
��Զ��|
��վ֩���ģ�壺
������|
ɣ����|
�ʻ���|
������|
������|
������|
������|
������|
������|
������|
������|
������|
������|
�ں���|
�ŷ���|
������|
������|
������|
������|
���|
������|
��ͷ��|
������|
������|
������|
�����|
�����|
����������|
��ˮ��|
��ɽ��|
����|
������|
����|
��Ȫ��|
�����|
ʯ����|
������|
ƽң��|
��Ȫ��|
��ɽ��|
��Զ��|