
܉�����ӣ��F·܉���o(w��)�p����")

������Q��ɽ�|̩���ع��C(j��)е����˾
(li��n)ϵ�ˣ��N�۲���������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺1469280666@qq.com
(li��n)ϵ��ַ����̩���������I(y��)�@·�|
�]����271200
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
һ��������
�X�Ẹ�Dz��ö̕r(sh��)�g�A(y��)�ᡢ������һ�N���ӷ�����Ŀǰ��(gu��)��(n��i)�����_ʼ�M(j��n)���ƏV�ã����e�m���F·�\(y��n)ݔ����܇�����d�O(sh��)����\(y��n)ݔ܉�����ӣ���˾��ЏV韵��Ј�(ch��ng)ǰ����Ŀǰ܉���X�Ẹ������^��(j��ng)��(j��)���A(y��)���ͺ��ӷ�����ԓ�������T�Ͷ����(c��)�ʽ��עϵ�y(t��ng)���A(y��)�����ö��r(sh��)�A(y��)�Ṥˇ��
����Ӱ푺����|(zh��)������Ҫ���أ�
1��܉���M��(du��)���ȵ�Ӱ푣�
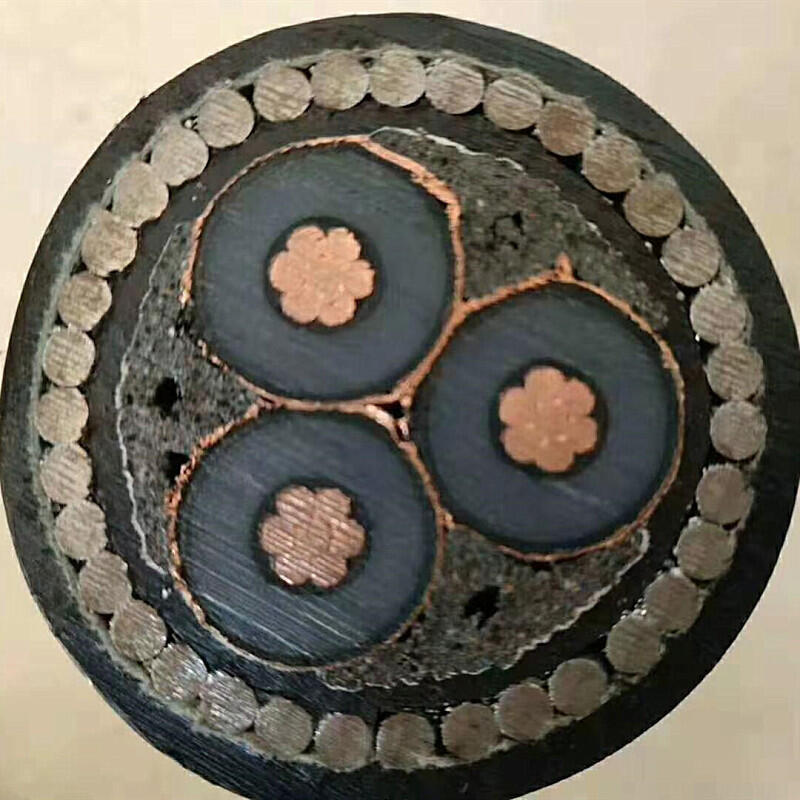
܉�����^�M��(du��)Ҫ��(y��n)����?q��ng)D��Ҫ����g϶�cƽֱ�Ⱥͽ��^�ߵͲ��M(j��n)�нM��(du��)�����^�g϶�^(gu��)С��ʹ��܉�����^�ںϟ��������^(gu��)���(hu��)ʹ����������Ч���܉�p��һ�㌦(du��)��QU100��܉�����p���Ȟ�26��2mm�������^��ֱ�ȺߵͲ��(bi��o)Ҳ��K��Ӱ푵�܉�����^�ĉ�����
���ں����ꮅ���γɵă�(n��i)��(y��ng)��ጷż����p�տs��(hu��)����ѽM�Ì�(du��)��܉�����^�g϶�a(ch��n)��ƫ���(y��ng)�ں���ǰ�M(j��n)�нM��(du��)�g϶��(f��)�y(c��)���_�����^�����|(zh��)����
2���M��(du��)�c���ӕr(sh��)�g��Ӱ푣�
����(g��)܉���ĽM��(du��)����?q��)�܉�����ӳ��κ���|(zh��)��Ӱ��^�� һ��܉������?q��ng)D��Ҫ��M��(du��)�����g϶�S���h(hu��n)���ضȵ�׃����׃�����M��(du��)���܉��Ҫ�M�찴����ӣ�����M��(du��)�r(sh��)�ĜضȺ��_ʼ���ӕr(sh��)�ĭh(hu��n)���ض�׃���^�����ڰ���ض��^�ߕr(sh��)�M��(du��)������ҹ�g���ڭh(hu��n)���ضȴ�����ͣ��п���ʹ܉���ĽM��(du��)����˕r(sh��)���ӱ�������{(di��o)���M��(du��)�g϶����p���{(di��o)�����������ڽM��(du��)��ɺ�(y��ng)�M����ɺ��ӹ���
3���A(y��)��ضȣ��r(sh��)�g��������Ӱ푣�
�A(y��)����Ʒ�������ˇ�Ќ�(du��)܉�����^Ӱ��������A(y��)��ضȡ��r(sh��)�g����������O���Ӱ������p���ٵĽM�������ܣ��ںܴ�̶��ϛQ���˺��ӵijɔ����A(y��)����Ʒ�����Ӱ������Эh(hu��n)���ضȡ�ȼ?x��)���Ⱥ�����������L(zh��ng)�ȣ�����λ�õȣ���Ҫ���ஔ(d��ng)��(j��ng)�(y��n)�Ͳ������ܷ����_(d��)��Ҫ��
���r(sh��)�����A(y��)�Ṥˇ���Ŀ����P(gu��n)�I����������������c��ȼ�Ԛ��w�g����ȡ�ֻ�б��C�������l����������Ҏ(gu��)���ĕr(sh��)�g��(n��i)�@��������A(y��)��ضȡ�






















 ��վ֩���ģ�壺
���|
��ԭ��|
����|
�����|
����|
�廪��|
������|
��IJ��|
������|
ȫ����|
������|
�ᶫ��|
��ɽ��|
������|
������|
������|
������|
ͭ����|
�ն���|
������|
������|
����|
������|
������|
��ˮ��|
������|
������|
�����|
����ɽ��|
�ְ���|
������|
������|
�г�|
»����|
������|
������|
������������|
������|
����|
��ɽ��|
��������|
��վ֩���ģ�壺
���|
��ԭ��|
����|
�����|
����|
�廪��|
������|
��IJ��|
������|
ȫ����|
������|
�ᶫ��|
��ɽ��|
������|
������|
������|
������|
ͭ����|
�ն���|
������|
������|
����|
������|
������|
��ˮ��|
������|
������|
�����|
����ɽ��|
�ְ���|
������|
������|
�г�|
»����|
������|
������|
������������|
������|
����|
��ɽ��|
��������|