�Ͻl")

������Q���όm���y�����I(y��)Ʒ��������˾
(li��n)ϵ�ˣ�����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺936300596@qq.com
(li��n)ϵ��ַ���ӱ�ʡ�όm�ж��J�^�����f��
�]����100000
(li��n)ϵ�ҕr(sh��)��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
|
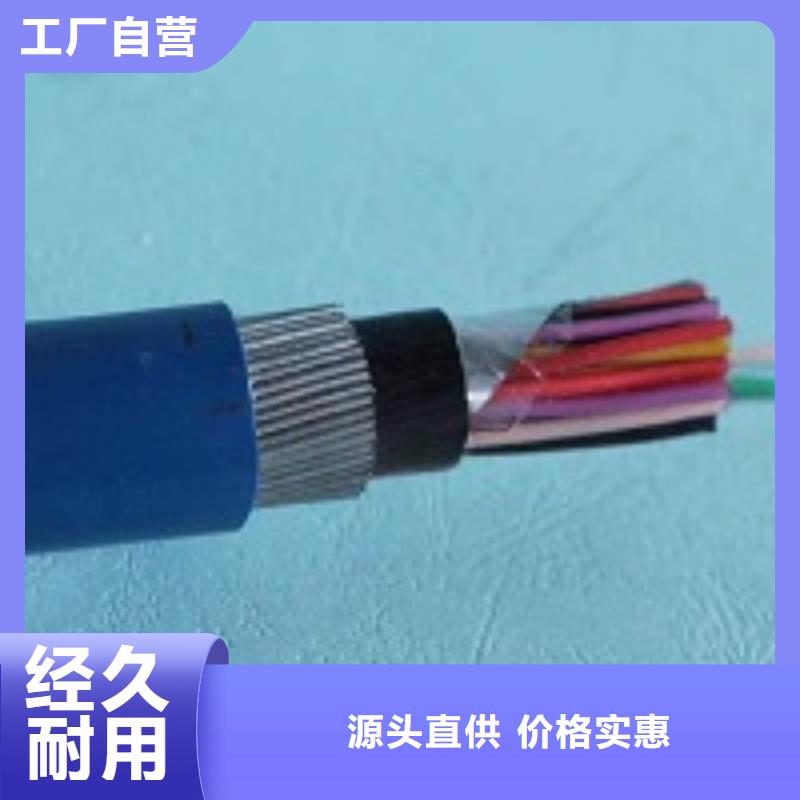
YD�͡�Ӳ�|(zh��)�Ͻ�Ѻ����l�����飺 |
|||||||||||||||||||||||||||||||||||||||||||||
|
|










 ��վ֩���ģ�壺
��ǡ��|
ɳ����|
������|
������|
������|
��ũ������|
������|
��ɽ��|
������|
��ƽ��|
��Զ��|
ľ����|
��ɽ��|
��ͤ��|
��ɽ��|
������|
������|
������|
������|
��̨��|
������|
�麣��|
�ʳ���|
����ɽ��|
������|
����ʡ|
������|
¹����|
��ɽ��|
��Ʊ|
������|
����|
������|
������|
��|
۩����|
�����|
������|
������|
������|
˼����|
��վ֩���ģ�壺
��ǡ��|
ɳ����|
������|
������|
������|
��ũ������|
������|
��ɽ��|
������|
��ƽ��|
��Զ��|
ľ����|
��ɽ��|
��ͤ��|
��ɽ��|
������|
������|
������|
������|
��̨��|
������|
�麣��|
�ʳ���|
����ɽ��|
������|
����ʡ|
������|
¹����|
��ɽ��|
��Ʊ|
������|
����|
������|
������|
��|
۩����|
�����|
������|
������|
������|
˼����|