

������Q�����ϝhԽ�ع��Cе�O������˾
ϵ�ˣ����ı���������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺287337506@qq.com
ϵ��ַ��������ɽꖅ^ɽ�·3292̖
�]����123456
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�׳dz�ǰС���ܛ_�יC
�P���҂���
�ҹ�˾������2001�꣬����17��İlչ�vʷ���ҹ�˾��ҪͶ���ژ����^��֧�o�O����аl�����졢�N�ۡ��ۺ�һ�w���ĬF�������g��I��
�ҹ�˾Ŀǰ���I���O���У�����䏝�C�������C�����m�C��䓽�W�C�������C�������C�����ܙC��С���ܼ��^�C��С���ܛ_�יC���_���C�Ș����^��֧�o�O�䡣
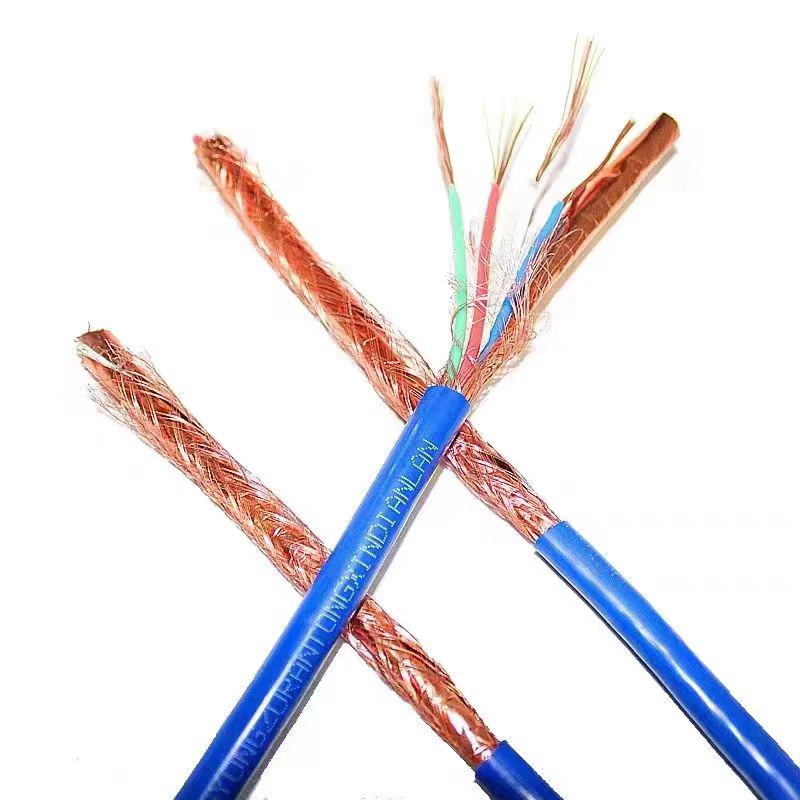
С����ǰ�����ɼ��F�Σ�β�����Ӧ�8mm䓽�ӄŹ����ܱ���ÿ��10��20cm÷�����@�ۣ��ۿ�ֱ����6��8mm��β���L�Ȳ�С��30cm���鲻�@��ֹ�{�Ρ��ؑcС���ܼ��^�C��r����С���ܼ��^�ӹ��C������
ɽ�|������ǰ֧�oС�������^�C����ǰС���ܳ�ǰС���ܴ_���C���L�r�g�����\�ЃH��һ���˹����ܝM�㹤��С����ע�{�������|��ǰ֧�oС���ܼ��^�ӹ��C��r��ȫ�Ԅ�С���ܿs�^�C���a�S�ң�С���ܼӹ��C���������|��ǰС���ܼӹ��C���a�S�ң�ȫ�Ԅ�С���ܼ��^�C�S�ң���������С���ܼ��^���͙C�����|С���ܼ��^�ӹ��C�����|��ǰ֧�oС���ܼӹ��C�S��
�_����:
1.�δ��b�A�ɛ_Ҽ���ܡ�
2.�ٶ�:25��/�����ҡ�
3.�ྫ�ȣ���0.15������ɹܲ��Ͻ���_�ס�
4.���Ϲ����_���L��:6M�δ������L�ȣ�6000MM��
5.�������溆���W�����Բ��Ⱦ��_�ף�Ҳ���ԵȾࡣ
6.���Ϸ�ʽ:����Һ���A�o�����Ԅ��M�Ϻ�,�����Ԅ���������,���Ϸ�ʽ��������߾����ŷ�늙C�Ԅӿ�������.

�׳dz�ǰС���ܛ_�יC
ʹ���f����
С���ܛ_�יC�������E������֧���������M�o���C�����_���ԄӊA�o���Ԅ����ϵ��O��λ�á�
���ȶ����س���Ⱦࡢ���Ⱦ��ʴ_�M�o���ԄӉ��o�����ȶ��Ĕ��س���_����ѭ�h���� N ����
��һ֧�����ӹ�Ҫ������ϡ��؏���֧������
���τ��������ô�Ť��������ͬ���ŷ�늙C�����з����죬��λ���ȸߣ����������Ƅӟ�pС�������L�����c��
�\�ӿ��ƣ��������M��plc���������|�������������η��� ��
�������C�����O��˜ʼ�����������������A���ӹ����Ô��ؼӹ������������b�侫�ȸߣ��^
�������L�O��ʹ�É�����
���ؙC���ǙC����ָ�]���ģ��M�ϡ����ƛ_���ٶȣ��{�����aЧ��������؟��
�_��ģ�������יC���ĺ��ģ����ľ��Ⱥ��|��ֱ�ӛQ���aƷ���|����
�@�ײ��ֵ��O�ã����ǿɿصģ����ؙC��ij����ǿ��Ը��ĵģ��_��ģ���ǿ��Ը��Q�ģ���վ
�ṩ�ĉ����ǿ����{���ġ�

��ǰС����ע�{�m�ϲ���ˮ���{��ˮ��ɰ�{���{Һ��횳�M���輰�܇���϶��ע�{����ע�{��������ԇ�_�����׳dz�ǰС���ܛ_�יC
�A��ֱ������42 mm
�O�书�ʣ�11 KW
�A���L�ȣ���6m
�C��������2000kg
�_��ֱ������6�� ��8 mm
���γߴ�(�L*��*��)���ף�7000x1000x1600�����h��������С���ܛ_�יC

ʹ���f����
С���ܛ_�יC�������E������֧���������M�o���C�����_���ԄӊA�o���Ԅ����ϵ��O��λ�á�
���ȶ����س���Ⱦࡢ���Ⱦ��ʴ_�M�o���ԄӉ��o�����ȶ��Ĕ��س���_����ѭ�h���� N ����
��һ֧�����ӹ�Ҫ������ϡ��؏���֧������
���τ��������ô�Ť��������ͬ���ŷ�늙C�����з����죬��λ���ȸߣ����������Ƅӟ�pС�������L�����c��
�\�ӿ��ƣ��������M��plc���������|�������������η��� ��
�������C�����O��˜ʼ�����������������A���ӹ����Ô��ؼӹ������������b�侫�ȸߣ��^
�������L�O��ʹ�É�����
���ؙC���ǙC����ָ�]���ģ��M�ϡ����ƛ_���ٶȣ��{�����aЧ��������؟��
�_��ģ�������יC���ĺ��ģ����ľ��Ⱥ��|��ֱ�ӛQ���aƷ���|����
�@�ײ��ֵ��O�ã����ǿɿصģ����ؙC��ij����ǿ��Ը��ĵģ��_��ģ���ǿ��Ը��Q�ģ���վ
�ṩ�ĉ����ǿ����{���ġ�




















 ��վ֩���ģ�壺
ɽ����|
������|
ͬ����|
�˲���|
������|
��̨��|
������|
�ʹ���|
�Ӷ���|
�˷���|
��֬��|
��ˮ��|
������|
�Ž���|
������|
������|
������|
������|
��˳��|
�»���|
������|
������|
������|
ӯ����|
������|
������|
������|
������|
��Ϫ��|
˷����|
������|
�ݳ���|
������|
�;���|
������|
��ƽ��|
ϰˮ��|
�����|
������|
��ƽ��|
�����|
��վ֩���ģ�壺
ɽ����|
������|
ͬ����|
�˲���|
������|
��̨��|
������|
�ʹ���|
�Ӷ���|
�˷���|
��֬��|
��ˮ��|
������|
�Ž���|
������|
������|
������|
������|
��˳��|
�»���|
������|
������|
������|
ӯ����|
������|
������|
������|
������|
��Ϫ��|
˷����|
������|
�ݳ���|
������|
�;���|
������|
��ƽ��|
ϰˮ��|
�����|
������|
��ƽ��|
�����|
