

������Q�������A�ⳬӲ��������˾�N�۲�
ϵ�ˣ��ǰ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1025248340@qq.com
ϵ��ַ������ʡ�����и��¼��g�_�l�^�����28̖
�]����450001
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
���i䓼ӹ���Ƭ
�ӹ����i䓲��|��ĥ�T���r�������i䓳��F�������ĉK��܇���ӆ��} �gӭ��� 15638121553 �ǰ��� �����A���Ј���
���i��T��һ������T��ȱ�݊A��ɰ�ף����߽������F���������С����i䓲��|���������@Щ�T��ȱ������˵����y�������ӹ����}��܇�����r�̡��ӹ�����С�ģ�������̖���xYW�Ͻ������������ӹ�������܇��Ӳ�����dz����أ�������������a���üӊA܇����㡣�ЊAɰ�����m܇�Ȑ��ӹ��r��Ӳ�|�Ͻ��^�͕��dz�������ɴ�܇��������܇������
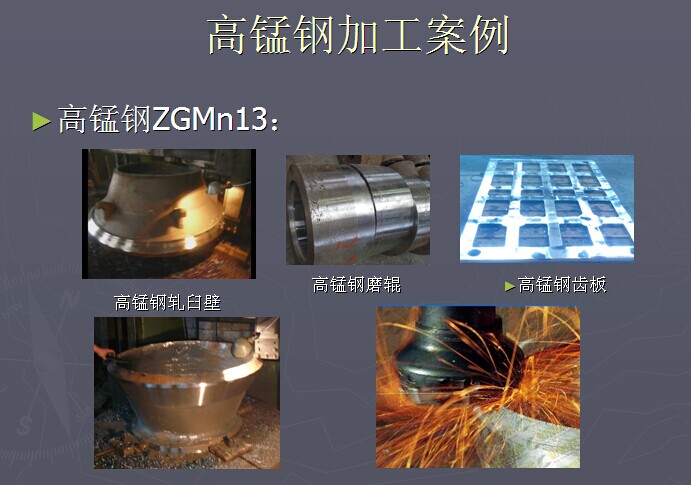
����IJ��Ϟ��T����i䓣�ZGMn13��,�ڼӹ��^���о���һ�µ����c��
���i䓲��Ϗ����^�ߣ������Ǹߜؕr����Ҫ��һ��䓲Ĵ�ö࣬�ټӹ�����׃�δӹ��r�ӹ��rӲ���F����أ������܇�����i䓲��ϕr��܇����һ�㶼��܇����̼ͨ��䓕r��öࡣ܇���ضȸߣ����i䓲��ϵČ���ϵ�������^�ͣ�܇���^��������������׃�Σ�ʹ���Ϯa��Ӳ���������������������ӿ�܇����ĥ�p�������a����������ճ�������i����ڼӹ�Ӳ�����أ����a���亸���ۺ���ճ���F��ճ����������м���ų�������ʹ�Fм��ِ���������ױ��л���Լ�ʹ���߮a��ճ�Yĥ�p��
�ӹ����i��y�c��Ҫ�Ǹ��i䓙C�ӹ��^�̴��ڼӹ�Ӳ���F�������ڼӹ����i䓱��ⲻ�˸��i��T������Aɰ���}���^�M���ߡ��A�ⳬӲƷ�Ƽӹ����i䓵�����̖��BN-K1.�V�������ڼӹ����i䓣���߸��i䓙C�ӹ�Ч�ʣ������i䓙C�ӹ����߳ɱ����ӹ����i��y�}���i�����s��11%��18%��䓷Q���i䓣�ˮ�g̎���ͼӹ�Ӳ����Ӳ�ȿ��_HB450��550����������ĥ�T��ʹ�ã����i��T���ɷ֞��̼���i��ĥ䓡���̼���i�o��䓡���̼���i���P䓺��i�͟�䓣��Ҋ���i���̖��ZGMn13���ӹ����i䓕r�����ڇ��صļӹ�Ӳ��ʹ���������������ضȸߣ��ӄ��˵���ĥ�p,Ҳ������ɵ��߱��С����ڣ��ӹ����i䓙C�ӹ�����Ӳ�|�Ͻ���̖���ߣ�Ӳ�|�Ͻ�Ƭ��Ӳ����89~94HRA���ஔ��71~76HRC������HRC40���ϵĸ��i��T���ӹ��rӲ�|�Ͻ�Ƭ���ן������ĥ�p�K�Ҽӹ�Ч�ʵͣ���������մɵ�Ƭ������������Ƭ�mȻӲ�ȸߣ������ڴ���̫�����ױ����ĬF��һֱ���_���a�ߡ�\

�ӹ����i䓵��ߣ�ᘌ�����������ƬӲ��������c���A�ⳬӲHLCBN�Ƴ����m�ϔ��m���������d�ּӹ�����������Ƭ��̖BN-K1�������H���Ԕ��m�����ӹ����i��T��ë�����棬����BN-K1��̖�����մ�ճ�τ��Ƴɣ���������������ճ�τ����µĵ�Ƭ���öȽ��ͣ����߉����Ȃ��y���������߸�2�����ϣ�
����ُ�I��˾�����A�� ��Ӳ���� �� �|��������ȫ�̼��g��ۙ���ա�
���i䓼ӹ���Ƭ






















 ��վ֩���ģ�壺
������|
������|
������|
�����|
������|
����|
������|
ͩ����|
������|
��ѧ|
������|
������|
������|
�п�ѷ��|
�ﴨ��|
������|
������|
������|
��ˮ��|
������|
��ɽ��|
������|
����|
��Һ���|
���|
������|
������|
������|
��������|
߮����|
������|
��Ͻ����Ͻ��|
�Ƹ���|
��������|
פ������|
������|
������|
������|
������|
��ˮ��|
������|
��վ֩���ģ�壺
������|
������|
������|
�����|
������|
����|
������|
ͩ����|
������|
��ѧ|
������|
������|
������|
�п�ѷ��|
�ﴨ��|
������|
������|
������|
��ˮ��|
������|
��ɽ��|
������|
����|
��Һ���|
���|
������|
������|
������|
��������|
߮����|
������|
��Ͻ����Ͻ��|
�Ƹ���|
��������|
פ������|
������|
������|
������|
������|
��ˮ��|
������|
