


������Q�����K����䓰�����˾
(li��n)ϵ�ˣ�����o��С�㣩
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺674749320@qq.com
(li��n)ϵ��ַ�����Kʡ�o�a�н���³��a��·1015̖(h��o)
�]����214028
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
�ֹ������|(zh��)��
����370mm������ϏS��ֱ�N����370mm������ϏS��ֱ�N�����и�Ĺ�ˇ����(sh��)�����и�������������ٶȡ��A(y��)���������ʡ������c����g�ăA�ǵ����أ����Ҏ(gu��)�����x��ֱ��Ӱ��и�Ч�ʺ��и����|(zh��)����
�и����|(zh��)�����u(p��ng)������|(zh��)��������(j��)���и����|(zh��)������(j��)�и���ƽ���t����y���h��ȱ�ڵ��g��L���(xi��ng)����(sh��)�M(j��n)�зֵȡ�������n���Ͼ��ۻ���r�����������|(zh��)���ֵ��u(p��ng)������(j��)��
���и���ƽ��ȣ��^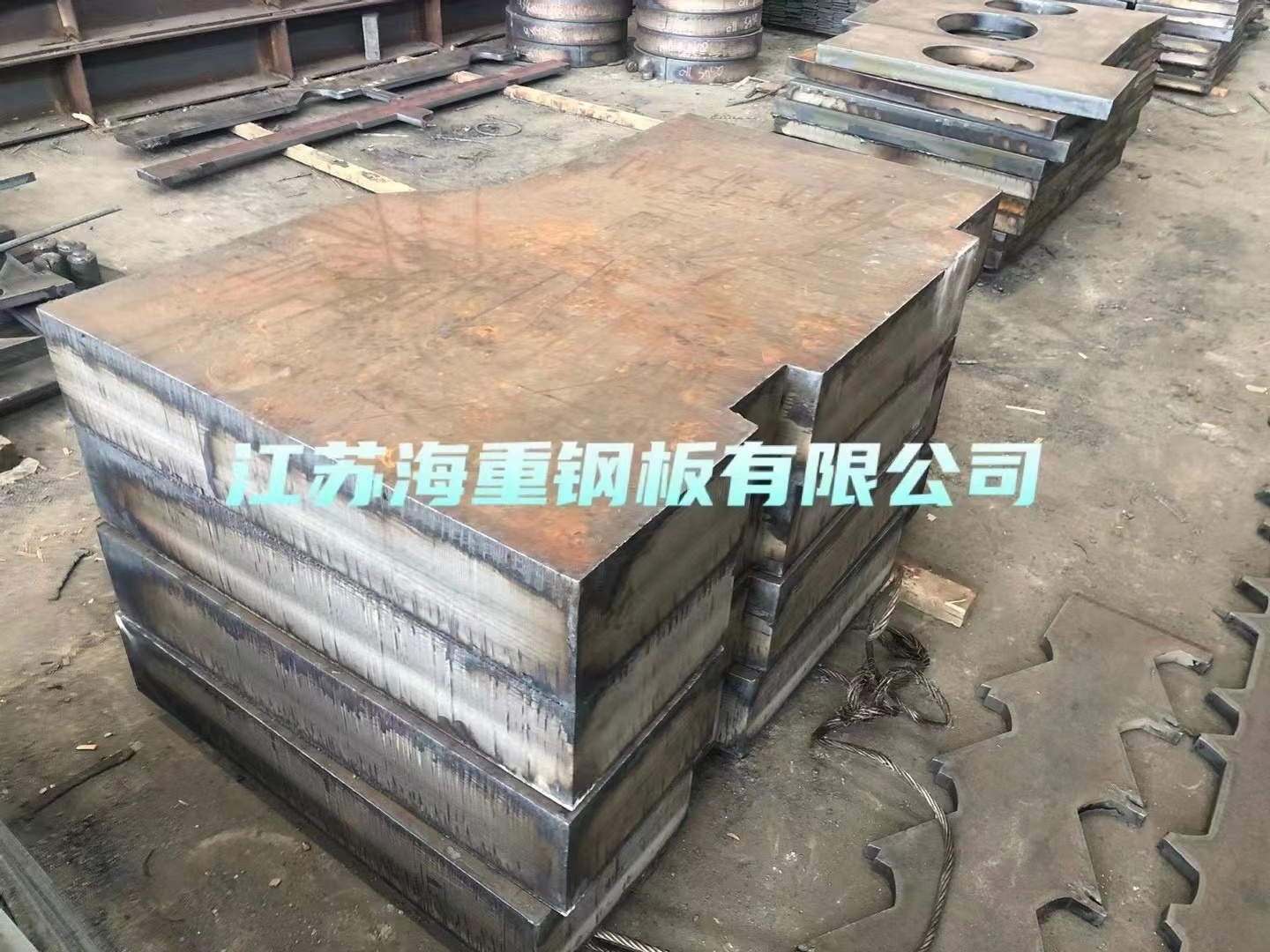 ���y(c��)��λ�и����ϵ��c(di��n)���c(di��n)�����и���A�Ƿ��������ɗlƽ�о����g�ࡣ
���y(c��)��λ�и����ϵ��c(di��n)���c(di��n)�����и���A�Ƿ��������ɗlƽ�о����g�ࡣ
�ڸ�����ȣ��������и��20mm�L(zh��ng)���и����ϣ�����Փ�и�����(zh��n)��݆����픾��c݆���ȵ�֮�g�ľ��x��
��ȱ�ڵ��g�ࣺ���и����σ�ȱ��֮�g���g�ࡣȱ����ָ �и������γɵČ��ȡ���ȼ��ΠҎ(gu��)�t��ȱ�ݣ���ʹ������и���a(ch��n)���Дࡣ
�и������γɵČ��ȡ���ȼ��ΠҎ(gu��)�t��ȱ�ݣ���ʹ������и���a(ch��n)���Дࡣ
�и����|(zh��)���ȼ�(j��)����ɼ�(j��)����(j��)�|(zh��)����ȱ���g��L��(y��ng)���ڻ����2000mm����(j��)�|(zh��)����ȱ���g��L��(y��ng)���ڻ����1000mm��
�u(p��ng)���и����|(zh��)���r(sh��)�����и����|(zh��)���Ӱ��c�F(xi��n)��(ch��ng)����(du��)�Ȝy(c��)������(du��)�ȵó����|(zh��)���ȼ�(j��)�������u(p��ng)���Y(ji��)����
�鱣�C��p�����|(zh��)���������r(sh��)���ע�������c(di��n)��
�ٸ���(j��)�����ȣ��m��(d��ng)�x������̖(h��o)�a���������Ȳ�����������и�Ҏ(gu��)����
�����������������Ƥ���F�P����֬�ȡ�
�۲����r(sh��)���˼�뼯�У���λ�ã���������ƽ��(w��n)��
�ܱ���ǡ��(d��ng)?sh��)ĸ���߶ȡ������c����g�ăA�ǡ�
�ݽ�(j��ng)�������и������A(y��)�����ף�ʹ�и���������ֱͦ���A(y��)��ȼ?x��)���������?
�����ȸ���Ě��
һ��Ѻ�200mm���ϵ�䓲ķQ�����䓲ġ������ȸ���r(sh��)��(hu��)���F(xi��n)������r��ʹ���l(f��)�����y�������Дࣺ
�ٸ���ϲ��c�²��ܟ������ʹ����(g��)��ȸ��
��ȼ������(y��ng)�غ�ȷ�����f��Ҫһ���ĕr(sh��)�g����ɺ���������
�������࣬���ڸ�p�ײ���ɶ������Ɖ������Ě���^�̡�
��ˣ������r(sh��)���ע�������c(di��n)��
�������(y��ng)���㣬���ÅR���Ź��o������������(y��ng)���϶�ʹ����^���Д࣬�ɲ��ÃɽM���湩�⡣
���A(y��)���������Ҫ����Ҫ�{(di��o)���L(zh��ng)Щ���������r(sh��)���������
���x������λ�ã��{(di��o)���ø����c����g�Ĵ�ֱ�ȡ������̎�����A(y��)�ᵽ�����_ʼ�ۻ����������Н�(r��n)��ĬF(xi��n)�r(sh��)��������u���_�и����y�������������1/10-1/5���ٶ��Ƅ�(d��ng)��档������(g��)����������u�ӿ��ٶȣ��D(zhu��n)��������
������ٶ��������ĸ�p�ײ������ų����ˡ�
�ݚ�Ҫ�_(d��)���K�c(di��n)�r(sh��)����(y��ng)�Ԟ�����ٶ��Ԝp�ٺ�������ʹ�п��²���ȫ��ࡣ
�ޚ���^�̅R�������l(f��)������F(xi��n)��(y��ng)����ֹͣ��������ɚ�u��ʹ�и���a(ch��n)�����ӺͰl(f��)���ػ��������r(sh��)��(y��ng)�x����һλ����������c(di��n)��



















 ��վ֩���ģ�壺
ͨ����|
������|
�����|
������|
�Ĵ�ʡ|
��ľ��|
����ʡ|
Ѱ��|
�˱���|
��ɽ��|
������|
ƽԭ��|
������|
������|
������|
����|
��������|
֯����|
���״�������|
������|
������|
մ����|
������|
������|
÷����|
������|
������|
������|
����|
������|
������|
¦����|
������|
�㺺��|
�ٽ���|
������|
���|
������|
�����|
��������|
������|
��վ֩���ģ�壺
ͨ����|
������|
�����|
������|
�Ĵ�ʡ|
��ľ��|
����ʡ|
Ѱ��|
�˱���|
��ɽ��|
������|
ƽԭ��|
������|
������|
������|
����|
��������|
֯����|
���״�������|
������|
������|
մ����|
������|
������|
÷����|
������|
������|
������|
����|
������|
������|
¦����|
������|
�㺺��|
�ٽ���|
������|
���|
������|
�����|
��������|
������|