������Q�����K����䓰�����˾
ϵ�ˣ�����o��С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺674749320@qq.com
ϵ��ַ�����Kʡ�o�a�н���³��a��·1015̖
�]����214028
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��

=�����L-2*R/tan(��/2)+��/180*3.1416*R
���У�����30�ȿ���90�ȣ�R�鏝���돽��
Q235䓲��ϵ�Ԓһ�����ò��Ϻ�ȵ�1.75��2����Ҫ�ߵ�Ԓ����2��Ӌ�㣬Ҫ��ߵ�Ԓ�Ǿ�Ҫ����ģ��С��߀�в��ϵ�����ȵģ��@����Ҫ�ڌ��H������ȥԇ�ˣ���ͬ���εIJ��϶���һ�ӵģ��Еr����ͬһ��䓰��ϼ�����Ҳ����һ�ӡ����ڻػ��Բ̼����M���{�|̎��r�����˱��C�^�ߵď���������^�͵Ļػ�ضȣ��@��䓵��g�Ծ�ƫ�ͣ����˱��C�^�õ��g�ԣ����øߵĻػ�ضȕr������ƫ�ͣ�����̼䓵ľC�ϙCе����ˮƽ���ߡ�

����Ǻ��ε�ֱ���ۏ���һ����f�����ϵĕr��һ���ж��ق��������ˣ�ÿ�����pһ���L=�����L-2*R/tan(��/2)+��/180*3.1416*R ����,����30�ȿ���90��,R�鏝���돽��
Q235䓲��ϵ�Ԓһ�����ò��Ϻ�ȵ�1.75��2����Ҫ�ߵ�Ԓ����2��Ӌ�㣬Ҫ��ߵ�Ԓ�Ǿ�Ҫ����ģ��С��߀�в��ϵ�����ȵģ��@����Ҫ�ڌ��H������ȥԇ�ˣ���ͬ���εIJ��϶���һ�ӵģ��Еr����ͬһ��䓰��ϼ�����Ҳ����һ�ӡ����������^һ�����ڮaƷ��414�IJ���4.75mm�������Ĵε���r�¹���Ҫ��50�z֮�ȣ����õ���1.85������ģ36�����������ۏ�һ�εģ����ͳߴ���Ӝpȥ�ɂ����Ϻ���ټ�һ�����Ϻ��X�ۏ�ϵ�����ۏ����εģ����ͳߴ���Ӝpȥ�������Ϻ���ټӃɂ����Ϻ��X�ۏ�ϵ�����ۏ����εģ����ͳߴ���Ӝpȥ�Ă����Ϻ���ټ��������Ϻ��X�ۏ�ϵ����������ơ��ۏ�ϵ���ڹ�ʽ�еĴ�̖��K ��




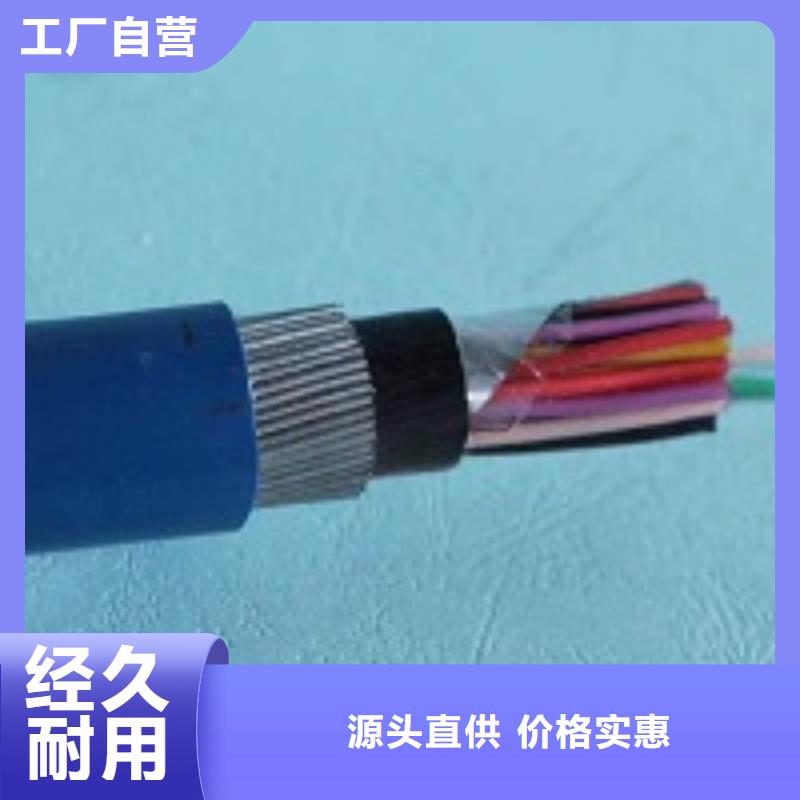
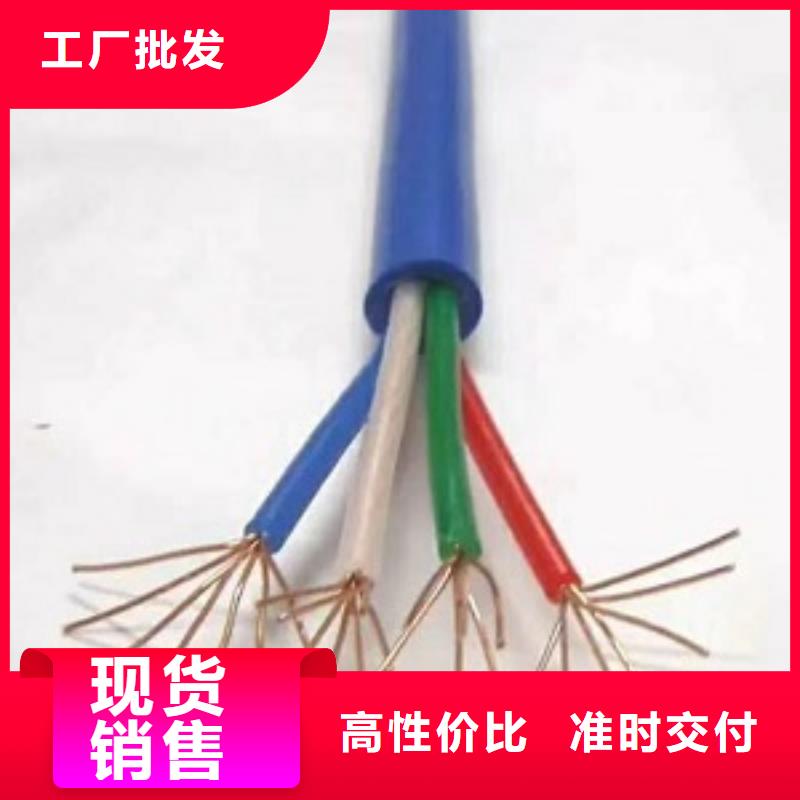
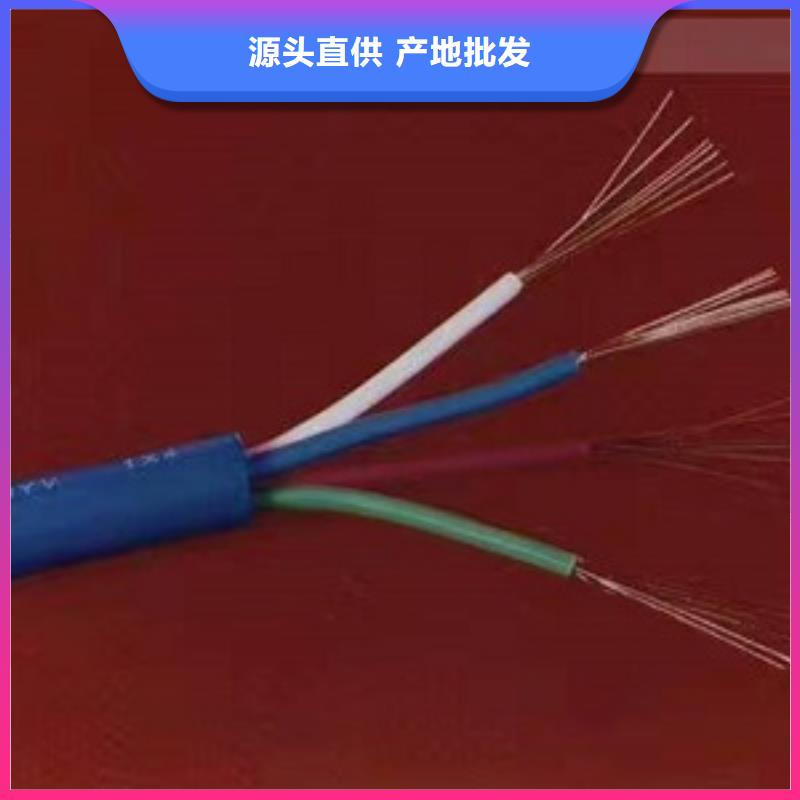
�����ˬF����I��䓰����ϵ����c����I�����a�F��,�����aҪ�صĎ�������������ĸ��M��ʩ,�Լ������P���T����˲���Ҫ��,ָ�����䓰���������ʵĸ�����ʩ�ǽ�����Ч���õ�Ӌ��C�o�����ӹ�ˇ�c���a����ϵ�y,����һ��ϵ�y����,�漰���g,���a,���Y�����T,���й�������,���м��g����,�����������c.
����헣�
1.һ�N���̙Cе�Ȧ݆ݗ���a��ˇ�����������ڰ������²��E��\n\t\t1��������ϣ�ȡһ���ӹ����ϣ������ӹ����Ϛ��ɶ�����ͬ�ėl���ϣ�\n\t\t2����A�����l���Ͼ�A��\n\t\t3�����ӣ������E2���о�A��ėl���Ͻӿ��M�к����γɈAͲ��݆ݗ�ϣ�\n\t\t4�����ͣ����AͲ��݆ݗ�ω����ȿڣ�\n\t\t5����ƽ���������ȿں�ĈAͲ��݆ݗ�ϵ��ۣ��Mһ����ƽ��\n\t\t6��܇�ӹ����@�ף�����ƽ��݆ݗ���M��܇�ӹ����@�ס�










 ��վ֩���ģ�壺
�����|
�ߺ���|
�ͼ�����|
¡����|
��ˮ��|
������|
ˮ����|
��ʤ|
ׯ����|
������|
����|
��ɽ��|
������|
������|
�����|
������|
¹����|
������|
ӯ����|
��������|
������|
������|
������|
�Ͽ���|
Ϣ����|
������|
������|
������|
����|
������|
��Ϳ��|
��ɽ��|
��ǡ��|
������|
���պ���|
������|
�����첼��|
������|
������|
�̳���|
��Դ��|
��վ֩���ģ�壺
�����|
�ߺ���|
�ͼ�����|
¡����|
��ˮ��|
������|
ˮ����|
��ʤ|
ׯ����|
������|
����|
��ɽ��|
������|
������|
�����|
������|
¹����|
������|
ӯ����|
��������|
������|
������|
������|
�Ͽ���|
Ϣ����|
������|
������|
������|
����|
������|
��Ϳ��|
��ɽ��|
��ǡ��|
������|
���պ���|
������|
�����첼��|
������|
������|
�̳���|
��Դ��|