

������Q���������|���S��һ�֏S
ϵ�ˣ��ߝ���С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺846101443@qq.com
ϵ��ַ���ӱ��ȷ������R���I�^
�]����65900
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�����|Ԕ��
��һ�� ���L�ڡ���ȫ�ɿ���ݔ��������ܵĽ^���Դ�Q�顰�����|����
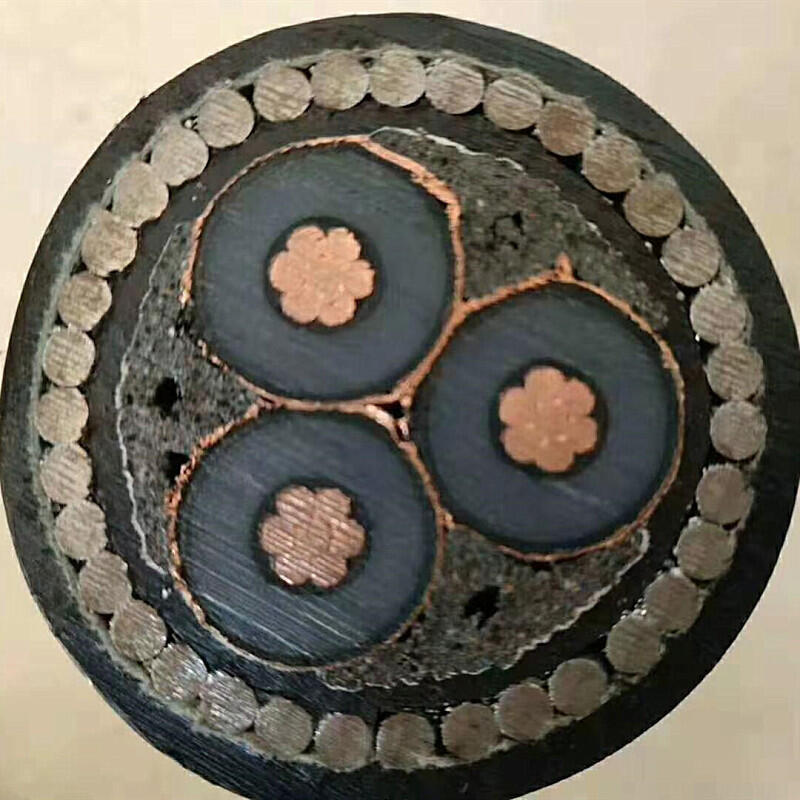
�����|�nj��w����Ѓ��|�^�����ϣ����и��N���o�ӵ���|��������Ҫ�����c�ܿՌ���һ�ӣ������ϵ�y�Ђ�ݔ�ͷ��������������á��c�ܿվ��ą^�e�������|���ڸ��N�h���·��O����ȫ�[�Ρ����������׃���ĸɔ_���Լ������^�پS�o���������ã�һ��Ҫ��40�����ϣ����������|�ĽY�����^���s�����칤��࣬�aƷ�r��Ҫ�ȼܿՌ����߳���ʮ�������һ�㑪���ڲ��m�����üܿվ�·�Ĉ��ϣ��������ݔ��늾�·���V��I�Ą��������c�S�^�����������·�У��Լ���Խ�� ���F·վ����؞�����������ȡ����H�������·�ǼܿՌ����c�����|��ͬ�M�ɵģ��ܿՌ��������ڮa���Դ��ݔ��׃����늲��֣��������|����ʹ������늡���늶ˣ���ˣ��е͉������|�����a��ռ98�����ϡ�
�S���҇�����ˮƽ��Ѹ����ߣ������|�����ϵ�y�еı����������ӡ���������ą^���С��͉��ܿվ�·���Ğ��[�ε���|��·���н������ij�悌����üܿս^����|��
������ �����|����������g����
1�� ���L�ڳ����^�������O�ߵĹ���늉��������зdz�������늽^�����ܣ���������|��ʹ��늉����ɷ֞飺�͉���1ǧ�������£����Љ���6����35ǧ�������߉���66����330ǧ���������߉���500ǧ�������ϣ���
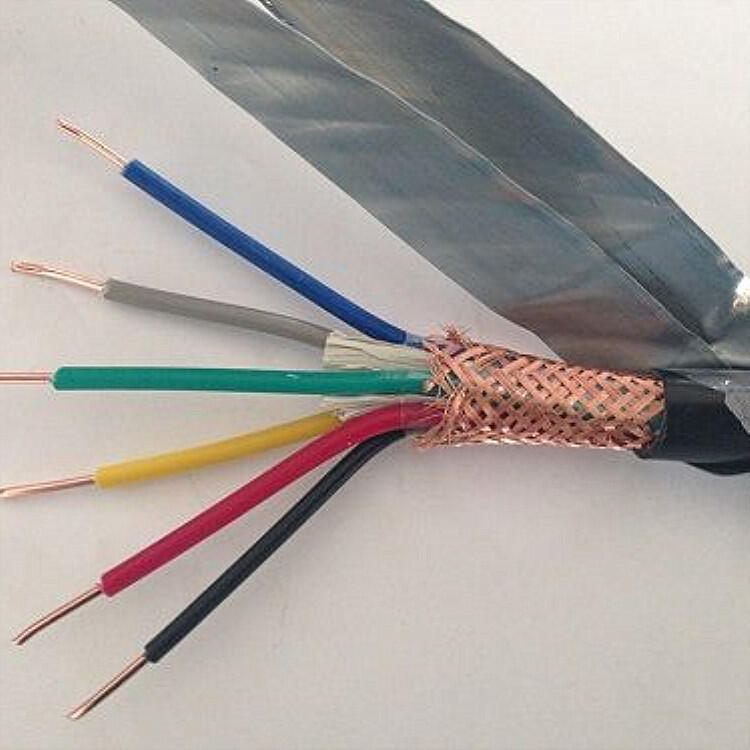
2�� �܂�ݔ�ܴ��������װٰ�������ǧ��������˕����ý���e��װ�������ǧƽ�����Č�늾�о��ͬ�rҪ�����ý^�����������Ͼ��Ѓ������͟��ϻ����ܣ������w�Y���ܱ��֟�ƽ�⡣
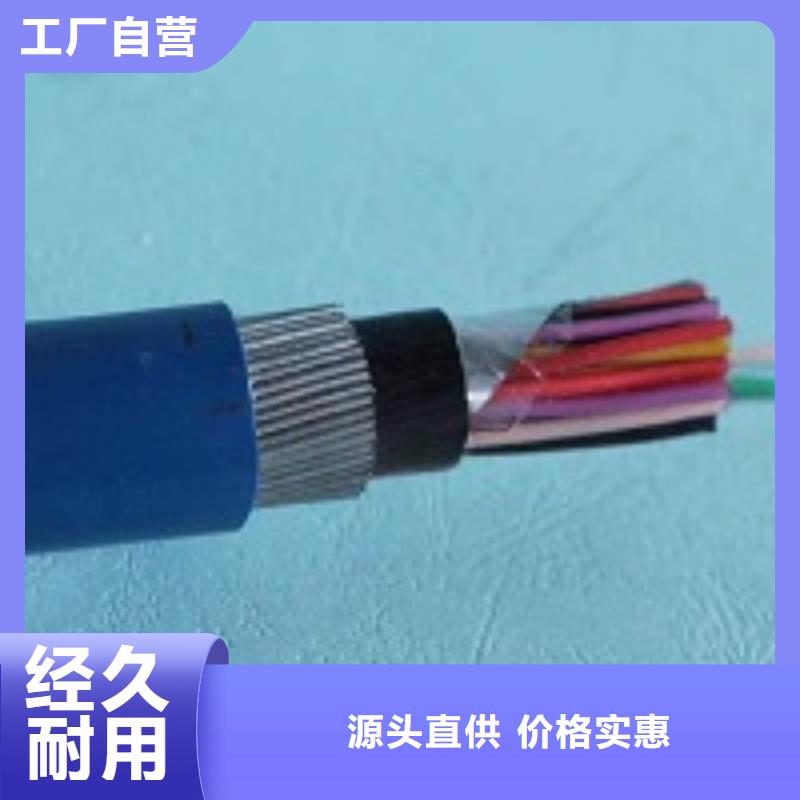
3�� ��ʹ��|���m�����N���O��ʽ��ʹ�íh�������¡�ˮ�С��Ϲܡ��������Q��������횲��ö�N�M�ϵı��o�ӽY����
���ϣ������|�����еĸ߉��^�����g���������ݔ���g�Լ��Y��ƽ�⡢�o�ӽY���Ⱦ�������늹��W�����@����ČW�gˮƽ��
������ ���������|�Ĺ�ˇ�O����Ҫ�нg���C���^�������O�䣬���|�C����3����5���^����о�g�ϳ��|�����ȡ����o�הD���C�Լ��z�b��䓎���䓽z�z�b���O�䡣���У���ͬ�Ľ^���Y�����ò�ͬ���O�䣬�ҹ�ˇ���gҪ��O�ߡ�
���ģ� �����|��ʹ�������ϵ�y�У����һ�㲻�ٷ�С����ǰ���ͬ�^�����ϻ�Y���ֳ�ϵ��������
�����|�ĮaƷϵ���У�
1�� ������ϡ�^�������| ���ھ�����ϡ���σr����ˣ�����Cе�����^�ã��D����ˇ���Σ����^������һ�㡣��˴����Á�����1ǧ�������µĵ͉������|�����͉����ϵ�y�ã���a���_ʮ���f�������ü���늉��������Ľ^���ϣ����S�Ϯa6ǧ��������|��
2�� ������ϩ�^�������| ���ھ���ϩ��늽^��������õ����ϣ����Ͻ��^�߷��ӽ���ɞ����Բ��ϣ����������ܺã��Cе���ܺ��͟��Ժá�����ʮ������ѳɞ��҇��С��߉������|������Ʒ�N�����m����6����330ǧ���ĸ���늉����С�
�������1ǧ���͉���|�Ľ����ѳɞ�һ�����g�����P�I�ǽ��ͽ^�����ʹ֮�ڃr�������c������ϡ��|������
3�� ճ���ͽ��n�^�������| ��1992��ǰ���҇��Љ���|�������aƷ���@�������|�Ľ���Y�������аٶ���Ěvʷ��늡�������ԣ�ȴ�ʹ�É����L������߀����1923����O���M����|�������������a����࣬�����L�����ρ�Դ�ٵȣ��ѱ�������ϩ��|��ȡ����
4�� ������| ����һ�N�Y�����ͼ���|�����ñ��ͽ^�����@�����õ�ճ�����ډ���������g϶�С��m����66����500ǧ�����������o��ʮ��������҇��߉���|��Ψһ�aƷ���������Ҳ�ѱ�������ϩ�^���߉���|��ȡ����
5�� ��Ƥ�^�������| ��һ�N��ܛ�ģ�ʹ���п����Ƅӵ������|����Ҫ������I������Ҫ׃�ӷ��Oλ�õĈ��ϡ�������Ȼ���z�^����늉��ȼ���Ҫ��һǧ�����������a6ǧ������
6�� �ܿս^����| ���|����һ�N���н^���ļܿՌ����������Լ��O��늗U�ϣ���^���OӋԣ�ȿ�С�������|���^���ɲ��þ�����ϡ������ϩ��һ���ƳɆ�о����Ҳ�Ɍ�3����4��^��о�g�ϳ�һ���������o�ף��Q�鼯���ͼܿ���|��
��|���z�g�����A֪�R
���g�ɶ���ξ����ɡ�һ����f���������g�Ćξ�����������H������늾���|����ܛ�ԣ�߀��߾�·�Bͨ�Ŀɿ��ԡ���Щ늾���|�Č��w����
Ҫ���Ľ��棬��Ҳ�����˽g����ʽ�����Ǟ��˾��и��õ���ܛ�Ի�߶ȵĿɿ��ԡ�
Ҫʹ�ξ���һ�����������ǣ��ࣩ�M�����z��g�ϣ��O���횝M������Ҫ��һ��ʹ���Іξ����@�O��������S�����D�\�ӣ���һ��ʹ�g��
��Ʒ��ֱ��ǰ�M�\�ӡ�ͨ�^��׃�@�ɷN�\���ٶȵ���ϣ������{���������ǵĴ�С��ʹ���a���Ľg�����������ϽY��Ҫ��
�g���C�������C�ĽM�ɻ�����ͬ�������ɷž����������ž��c�վ����τ��c����ϵ�y�Լ�����ϵ�y����Ҫ���ֽM�ɡ����⣬߀���з־��塢����
ģ���ַQ��ģ����Ӌ�������b�á�
�g���C���a�Ľg��Ҏ����^�g�ƕr������1���ξ��⣬�����ξ��ķž��P�����ڷž����֣���g�\����ͨ�^�������Dʹ�ξ����@���Ćξ��γ�
�g�ӡ������g���Ľg�Ӕ���ÿ�ӵĆξ�������һ��g���C�O�Ўׂ����Σ��քe���D�ķž����֣�ʹ֮�Ƴɸ��ӽg��ͬ�Ľg�����ʌ����aͬ�Č�
�g�Ľg���Ȟ���m�������C���a������Ҏ���^С�������վ����ֻ@�ܻ���D�w���D���γ����������������C���\�D���������վ����֣�׃�ٙC����
�b���D�ӵĻ@�����λ�ܵ����ƣ��@�͛Q���������Cֻ���Ƴ�һ���g��Ҏ���^С�ĮaƷ�������ƵĆξ��������ɸ�����Ҫ�`�����á�
�g���������|����һ����ȡ�Q�چξ����ϼ����Ӳ��ϵı����|������һ����Ҳȡ�Q�ڽg�ƻ����ƹ�ˇ���x�úηN�g���O���c�g��Ʒ�ĽY��������
���⏽��С���ξ��������ξ��ּ��Լ��g��Ʒ�������L����ֱ�ӵ��Pϵ�������ͬ�Čӽg�Ľg���������ȿ��]�g���C�ž��P�ıP���ʹ�С�Ƿ��c֮
�m����Ȼ���ٿ��]�g�Ϸ������L�Ⱥ�Ҫ��Ҫ��Ť�ȡ�����ͽg����߀�迼�]�ɾ�׃�Σ��@����Ҫ�����g���Y����Ҏ���ϣ��_����ˇ������
����x���m�ϵĽg���C�����������Ʒ�����ž��P�ıP���ʹ�С���⣬�����C�վ��P��С�Ĵ_����Ҫ�Ƚg���C��Ҫ�öࡣ
�����N�g���������Ĺ����L�Ⱥͽg����Ҏ���������L�ȿ��Խg���������⏽�c���ù�������Ӌ��������ڌ��H���a�У�һ�㶼���ô�һЩ�Ĺ�
��ȣ������M���ܵ�������a�ʡ��g���횰�Ҏ��������У���t��Ӱ푾�·���B�ӡ�
�g�Ϸ���ͬ�Ľg�ϵ�ÿһ�Ӿ��Ľg�Ϸ����෴�� �y�Ϸ���֞������c���ѽg�����S����ֱ����ǰ������ξ������Ϸ�б�����·��r������
����֮�������˱���ӛ�����������ֻ������������ϣ�Ĵָ���_�� ������ָ���n�����n����ָ���g���S���������Ĵָ�� б���c��
����б��һ�£���������z���������Ĵָ��б���c�ξ���б��һ�£���������S��
�ڮaƷ�˜��в���Ҏ���˽g���Č��g�g���෴������Ҏ ������ӵĽg��һ����g������ӽg�������
�g��Ҏ�ɣ��g�Ͼ�оһ���ɲ��Ϻ�ֱ����ͬ�Ĺɾ��g�ƶ��ɣ���ʹ�g���ɞ�A�Σ����������Čӹɾ������̶�����r�£����Ȳ�з��̣�ÿ��
�ɾ��������c�������ăȌ����6.28����Ҳ�����fÿ����һ�Ӿ�����6.28���ɾ���һ��ȡ������6����
�y���g�Ϲ������L�ȴ��ڹ���ļ����o�ڽg���ϣ����U�P��Ϟ�P�ؽg���S���^ȥ���ɵõ�һ�Mӡ�ۣ�ӡ�۵Ĕ�Ŀ�����ڜy���ӆξ��ĸ�������
����֮һ��������һ��ӛ������������һ���_ʼ��̖������̖�����ڜy���ӵĆξ������r�������̖��ӡ������Ҳ��һ��ӛ���y���ɂ���ӛ���g
�ľ��x������ԓ�ӽg���Ĺ��ࡣ���������aƷ�Ĺ����y����������������Ǽ�ֱ���Ćξ�����Ҏ�g�������ģ��o���ü������y������˿��Ì��y��
����ȡ��һ�������aƷ����������һ�����ڼ���̎���Ø�ӛ���������෴�����ȥ10��������Ȼ����ֱ�ߜy����ȥ10���������ֽg�����L�ȣ���
�������L�Ȕ�������10�����ɵó�ԓ�����Ĺ����L�ȡ�
��һ����r�£��������С����ܛ�����ã������ξ�֮�g�Ŀ�϶��С�����g�ϵ����܌������ҹ����c�ξ���һ������Č��H�L�����Ҳ����ͬ
���L�Ƚg����ʹ�õĆξ��L��Ҳ�����L��

















 ��վ֩���ģ�壺
������|
������|
������|
�����|
������|
����ɽ��|
�²���|
������|
�û���|
�����|
������|
������|
�ո���|
������|
��Զ��|
��Ʊ��|
�Ϫ��|
������|
������|
�Ӵ���|
�ٳ���|
������|
������|
������|
ͬ����|
������|
������|
������˹��|
������|
�����|
��ԭ��|
ƽ����|
��ͤ|
�����|
�˶���|
����������|
�ˮ��|
������|
��¤��|
�ذ���|
������|
��վ֩���ģ�壺
������|
������|
������|
�����|
������|
����ɽ��|
�²���|
������|
�û���|
�����|
������|
������|
�ո���|
������|
��Զ��|
��Ʊ��|
�Ϫ��|
������|
������|
�Ӵ���|
�ٳ���|
������|
������|
������|
ͬ����|
������|
������|
������˹��|
������|
�����|
��ԭ��|
ƽ����|
��ͤ|
�����|
�˶���|
����������|
�ˮ��|
������|
��¤��|
�ذ���|
������|
