
╣▄ĀŅ─═─ź║ĖŚl║åĮķ
╣▄ĀŅ─═─ź║ĖŚl─═─ź┴Ż─źōp║═ĶÅŽ„╩Į─źōpĪóė▓Č╚▌^Ė▀Ą──═─ź║ĖŚlĪŻHRAĪ▌95.Ųõų„ę¬ė▓┘|ŽÓ×ķĶTįņ╠╝╗»µuŻ¼▓óīóČÓĘNĮøć└Ė±įOėŗĄ─║ŽĮĘ█╝░╦ÄĘ█Įø╗ņ║ŽĪóųŲ┴ŻĪóĖ╔į’║═║YĘųĄ╚╣żą“Ż¼į┌ė╔PLC┐žųŲĄ─ÖCĮM╔Ž╠Ņ│õĄĮĮī┘╣▄ųąŻ¼╠Ņ│õ╬’┼c╣▄Ųż╣▓═¼ĮM│╔ė▓├µ║ŽĮ│╔ĘųĪŻė╔ė┌š¹éĆųŲįņ▀^│╠╩Ūį┌╚½ūįäėĄ─ÖCĮM╔Ž═Ļ│╔Ą─Ż¼ę“┤╦įō║ĖŚlŠ▀ėą│╔ĘųŠ∙ä“Īó┐╔š{Īó║ĖĮė╣ż╦ćąį─▄ā׫ɥ─’@ų°╠ž³c,┐╔ęįØMūŃéĆąįė├æ¶Ą─╠ž╩Ōę¬Ū¾ĪŻįōŅÉ╣▄ĀŅ─═─ź║ĖŚlų„ę¬▓╔ė├╗čµŌF║ĖĘĮĘ©▀MąąČč║ĖŻ¼ę▓┐╔▀MąąÜÕ╗ĪČč║ĖŻ¼╣▄ĀŅ─═─ź║ĖŚlÅVĘ║æ¬ė├į┌╩»ė═ĪóĄž┘|Īóę▒ĮĪó├║╠┐ĪóĄV╔Į║═╝Zė═ÖCąĄĄ╚įOéõęūōp╝■╗“╣żŠ▀▒Ē├µĄ─Čč║ĖŻ¼ų„ę¬Ųų°┐╣─ź┴Ż─źōpĄ╚ū„ė├ĪŻŲ¾
č§ęę╚▓Čč║ĖūóęŌ╩┬ĒŚ
www.hbhkht.com
║ĖĮė╗čµĘųŅÉ
║ĖĮė╗čµ╩Ūė╔┐╔╚╝ÜŌ¾w┼cč§ÜŌ╗ņ║Ž╚╝¤²Č°ą╬│╔Ą─,═©│Ż┐╔╚╝ÜŌ¾w╩Ūęę╚▓,ę“Č°Įąū÷č§-ęę╚▓čµĪŻ░┤č§ÜŌ┼cęę╚▓Ą─▓╗═¼▒╚ųĄ,┐╔īóč§-ęę╚▓čµĘų×ķųąąįčµĪó╠╝╗»čµŻ©ę▓Įą▀ĆįŁčµŻ®║═č§╗»čµ╚²ĘN,Ųõśŗįņ║═ą╬ĀŅęŖłD
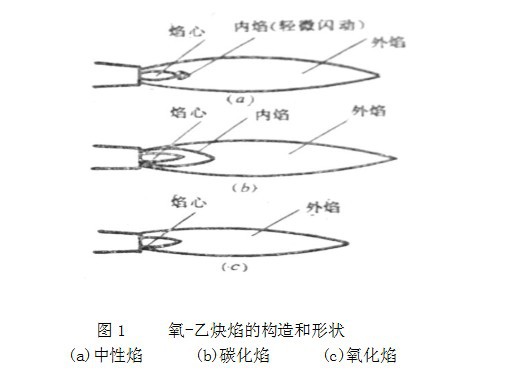
(1).ųąąįčµ:č§ÜŌ┼cęę╚▓Ą─╗ņ║Ž▒╚ųĄ×ķ1Ī½1.2Ģr,Ą├ĄĮĄ─╗čµĘQųąąį赯¼╦³╚╝¤²║¾Ą─ÜŌ¾w╝╚¤o▀^╩ŻĄ─č§ÜŌėų¤o▀^╩ŻĄ─ęę╚▓Ż¼ŠÓ赹─╝ŌČ╦2Ī½4mm╠ÄĄ─£žČ╚╝s×ķ3050Ī½3150ĪµĪŻųąąįčµų„ę¬ė├ė┌ųąĪóĄ═õō║═Ą═║ŽĮõōĄ─║ĖĮėĪŻ
(2).╠╝╗»čµ:č§ÜŌ┼cęę╚▓Ą─╗ņ║Ž▒╚ųĄąĪė┌1Ģr(ę╗░Ńį┌0.85Ī½0.95ų«ķg),Ą├ĄĮĄ─╗čµĘQ╠╝╗»čµŻ¼ęŖłDĪŻ╦³╚╝¤²║¾Ą─ÜŌ¾wųą╔ąėą▓┐Ęųęę╚▓╬┤į°╚╝¤²Ż¼╗čµ├„’@Ęų×ķ赹─Īóā╚čµ║══Ōčµ╚²▓┐ĘųŻ¼╠╝╗»čµĄ─š¹éĆ╗čµ▒╚ųąąįčµķLČ°╚ß▄øŻ¼╠╝╗»čµĄ─ūŅĖ▀£žČ╚×ķ2700Ī½3000ĪµŻ¼▀mė├ė┌║ĖĮėĖ▀╠╝õōĪóĶTĶF╝░ė▓┘|║ŽĮĄ╚▓─┴ŽĪŻ
(3).č§╗»čµ:č§┼cęę╚▓Ą─╗ņ║Ž▒╚ųĄ┤¾ė┌1.2ĢrŻ¼Ą├ĄĮĄ─╗čµ╩Ūč§╗»čµ.ė╔ė┌č§╗»čµį┌╚╝¤²▀^│╠ųąč§Ą─ØŌČ╚śO┤¾,č§╗»Ę┤æ¬śO×ķäĪ┴ę,ūŅĖ▀£žČ╚×ķ3100Ī½3300Īµ,ę“┤╦š¹éĆ╗赊▀ėąč§╗»ąįĪŻ▀@ųą╗čµ▌^╔┘▓╔ė├,▌p╬óĄ─č§╗»čµė├ė┌║ĖĮė³SŃ~║═ŪÓŃ~ĪŻ
║ĖŪ░£╩éõ
╚ź│²╣ż╝■▒Ē├µĄ─õP┘|Īóė═╬█║═Ųõ╦³ļs╬’Ż¼│²╚ź┴č╝y║═┐ūČ┤Ą╚╚▒Ž▌Ż¼╣ż╝■▒M┐╔─▄ų├ė┌ŲĮ║Ė╬╗ų├Ż¼Ę└ų╣ĶTįņ╠╝╗»µuŅw┴Ż│┴Ęe║═▒Ē├µ╗∙¾w▀^ČÓĪŻ
Čč║Ė▀^│╠ūóęŌ╩┬ĒŚ
į┌▀Mąąč§ęę╚▓╗čµČč║ĖĢrŻ¼│²┴╦權▀ėą╩ņŠÜĄ─▓┘ū„╝╝─▄║═šŲ╬šš²┤_Ą─▓┘ū„ĘĮĘ©═ŌŻ¼▀Ćæ¬▓╔ė├║Ž└ĒĄ─Čč║Ė╣ż╦ćŻ¼ų„ę¬░³└©ęįŽ┬ÄūéĆĘĮ├µŻ║
(1).║ĖĮė╗赥─▀xō±Ż║Ė∙ō■╣▄ĀŅ─═─ź║ĖŚlĄ─įOėŗįŁät╝░╚²ĘNč§-ęę╚▓赥─╠ž³cŻ¼ę╦▓╔ė├ųąąįčµŲ½╚§╠╝╗»čµ▀MąąČč║ĖŻ¼Ūąėø赹─▓╗ę¬Įėė|║ĖŚlŻ¼ęį├Ō║ĖŚlųąĄ─ĶTįņ╠╝╗»µuę“Ė▀£žČ°¤²ōpĪŻ(2).▒Ż│ų║Ž▀mĄ─č§ÜŌ║═ęę╚▓╣żū„ē║┴”Ż¼ę╗░Ńč§ÜŌĄ─╣żū„ē║┴”×ķ0.3Ī¬0.5MpaŻ¼ęę╚▓Ą─╣żū„ē║┴”0.03Ī¬0.05MpaĪŻęę╚▓▓╗ę╦▀^┴┐Ż¼Ę±ätČč║ĖĢrĢ■«a╔·┤¾┴┐Ą─╠╝Ż¼į÷╝ė┐ūŽČ║═ŲżīėŻ¼ĮĄĄ═Čč║Ė┘|┴┐ĪŻ
(3).Čč║ĖĢrĄ─¤ß▀^│╠┐žųŲĪŻČč║Ė£žČ╚▀^Ė▀╗“Čč║Ė╦┘Č╚▀^┬²Ż¼Š∙Ģ■įņ│╔ĶTįņ╠╝╗»µuŅw┴ŻĄ─╚█╗»ĘųĮŌŻ¼▓ó│÷¼FČč║Ėīėäā┬õ¼FŽ¾Ż¼Ūęęū«a╔·ÜŌ┐ūĪŻ
(4).╣ż╝■Ą─ŅA¤ß╝░╩®║ĖŻ║ė╔ė┌▒╗║Ė╝■Ą─╗∙¾w▓─┴Ž═∙═∙┼cė▓┘|ŽÓĶTįņ╠╝╗»µuĄ─ąį┘|▓Ņ«É▌^┤¾Ż¼×ķĘ└ų╣║═£p╔┘┴č╝y«a╔·Ż¼ī”ė┌▌^║±┤¾Ą─╣ż╝■æ¬▀Mąą450Ī½650Īµū¾ėęĄ─ŅA¤ßŻ╗į┌╩╝║Ė╠Ä║═║ĖĮė▀^│╠ųąŻ¼æ¬╩╣║ĖĮė╠ÄĄ─╗∙¾wĮī┘╠Äė┌¤╔¤╔░l╣ŌĄ─ĀŅæB(╦Ų╚█ĘŪ╚█ĀŅæB),ų▒ų┴Čč║Ė═Ļ│╔ĪŻ
(5).║Ė║¾æ¬╩╣╣ż╝■ŠÅ┬²└õģsŻ¼▒▄├Ō║═£p╔┘┴č╝yĄ─«a╔·Ż¼ėąŚl╝■Ą─┐╔ęį└¹ė├▒Ż£ž▓─┴Žī”Čč║Ė╣ż╝■▀Mąą▒Ż£ž
 ų„šŠų®ųļ│ž─Ż░ÕŻ║
─ŽŲĮ╩ą|
▓®║■Žž|
┬└┴║╩ą|
č╬│žŽž|
ĮŻ║ėŽž|
Ę÷ėÓŽž|
š─ŲĮ╩ą|
║ū╔Į╩ą|
│żč¶|
šč╦šŽž|
╦š─ß╠žū¾Ųņ|
╠’Č½Žž|
õ»č¶╩ą|
╗¶┴ų╣∙└š╩ą|
Ė∙║ė╩ą|
Čč┴·Ą┬ŪņŽž|
│╬│ŪŽž|
═¼╚╩Žž|
ŲŅ趎ž|
ŠĖų▌|
═ą┐╦═ąŽž|
Ė¦╦╔Žž|
┴°║ėŽž|
Ęß╠©Ū°|
─┌ŽńŽž|
┬½╔ĮŽž|
╦ņ┤©Žž|
┴·╚¬╩ą|
Ūņč¶╩ą|
┴¼╔Į|
░▓ęÕŽž|
čėĮ“Žž|
║ė▒▒Ū°|
└ų═żŽž|
░┘╔½╩ą|
╠ņŲ°|
╬„─■╩ą|
╝č─Š╦╣╩ą|
░▓╬„Žž|
Ė╩─ŽŽž|
Į©ŲĮŽž|
ų„šŠų®ųļ│ž─Ż░ÕŻ║
─ŽŲĮ╩ą|
▓®║■Žž|
┬└┴║╩ą|
č╬│žŽž|
ĮŻ║ėŽž|
Ę÷ėÓŽž|
š─ŲĮ╩ą|
║ū╔Į╩ą|
│żč¶|
šč╦šŽž|
╦š─ß╠žū¾Ųņ|
╠’Č½Žž|
õ»č¶╩ą|
╗¶┴ų╣∙└š╩ą|
Ė∙║ė╩ą|
Čč┴·Ą┬ŪņŽž|
│╬│ŪŽž|
═¼╚╩Žž|
ŲŅ趎ž|
ŠĖų▌|
═ą┐╦═ąŽž|
Ė¦╦╔Žž|
┴°║ėŽž|
Ęß╠©Ū°|
─┌ŽńŽž|
┬½╔ĮŽž|
╦ņ┤©Žž|
┴·╚¬╩ą|
Ūņč¶╩ą|
┴¼╔Į|
░▓ęÕŽž|
čėĮ“Žž|
║ė▒▒Ū°|
└ų═żŽž|
░┘╔½╩ą|
╠ņŲ°|
╬„─■╩ą|
╝č─Š╦╣╩ą|
░▓╬„Žž|
Ė╩─ŽŽž|
Į©ŲĮŽž|